
ESPRIT ProfitTurning
Технический обзор
Стратегия ProfitTurning™, в новой версии CAD/CAM-системы ESPRIT, отражает новаторские достижения компании за годы неустанного развития. ProfitTurning™, прошла серию суровых тестов и продемонстрировала высокий уровень точности, производительности, а также существенное сокращение времени цикла обработки.
ProfitTurning™ — это стратегия высокоскоростной черновой токарной обработки, разработанная компанией DP Technology, позволяюшая более быстро, безопасно и эффективно изготавливать детали. Кроме того, благодаря ей можно продлить срок жизни инструмента, уменьшая его износ. По сравнению с традиционными методами обработки, ProfitTurning™ позволяет сократить время цикла и частоту смены инструмента.
Для расчета обработки ЕSPRIT использует новое ядро, которое лежит в основе стратегии ProfitTurning™.В то время как традиционные стратегии учитывают только геометрию будущей детали, DP Technology реализовала в новой технологии зависимость от множества факторов, влияющих на качество обработки, в том числе и особенности кинематики станка. В компании провели углубленные исследования процессов обработки деталей из различных металлов и сплавов, чтобы использовать наиболее эффективный способ. Благодаря чему были разработаны уникальные стратегии для решения сложных задач по токарной обработке.
Существующие ограничения традиционной стратегии токарной обработки
При использовании традиционных методов токарной обработки твердых материалов, инструмент может как входить, так и выходить из зоны обработки под большим углом и при этом образующаяся стружка будет непостоянной толщины. Использование традиционных методов врезной подачи для таких заготовок также может привести к неравномерному расходу материала и образованию неровностей на поверхности.
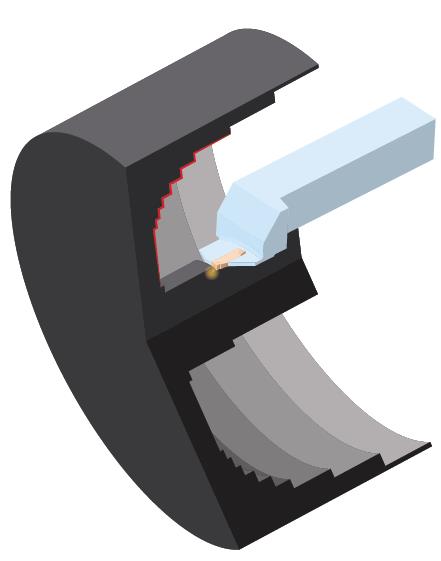
Рис. 1. При традиционном методе врезания инструмент может как входить, так и выходить из зоны обработки под большим углом, что влечет за собой непостоянное усилие резания и неравномерный съем материала.
Кроме того, токарная обработка традиционным методом, в некоторых случаях, может привести к неблагоприятным последствиям, таким как большая нагрузка на инструмент, высокие и неравномерные усилия резания, вибрация и плохой контроль съема(неравномерная толщина стружки) материала. Ключевыми факторами при высокоскоростной обработке твердых материалов является поддержание постоянной толщины снимаемой стружки, что является жизненно важным фактором для обработки деталей с высоким качеством, а также продления срока службы инструмента. В частности, если толщина снимаемой стружки слишком мала или слишком велика, это может привести к быстрому износу инструмента и к множеству нежелательных последствий. Это может выражаться в образовании настолько больших фрагментов стружки, что они не смогут достаточно быстро удаляться с пути режущего инструмента. Например, если инструмент при резании заходит на большую глубину, то не удаленная вовремя стружка может привести к поломке. Еще одним негативным последствием небольшой толщины снимаемой стружки является трение, которое затрудняет ее удаление, а также приводит к нагреву инструмента и заготовки, что значительно сокращает срок службы инструмента. Таким образом, поддержание постоянной толщины снимаемой стружки имеет решающее значение в процессе высокопроизводительной токарной обработки.
Возможности ProfitTurning™
ESPRIT предлагает инновационную стратегию черновой обработки ProfitTurning ™ на токарных станках , которая помогает устранить неблагоприятные факторы, возникающие при традиционных методах точения.
ProfitTurning ™ представляет собой метод высокоскоростного резания, дополнительно используемого в существующих циклах черновой токарной обработки и обработки канавок от ESPRIT.
ProfitTurning ™ является производительным и безопасным методом токарной обработки, который позволяет выполнять обработку более эффективно с постоянной толщиной съема материала и постоянным усилием резания, что позволяет снизить износ инструмента и сократить время цикла. Данные параметры достигаются с помощью алгоритма построения траектории движения инструмента на основе стратегии контроля постоянной величины съема материала, что позволяет поддерживать соответственное универсальное усилие резания и добиваться самого высокого уровня производительности.
Уменьшение подачи и поддержка равномерного съема металла в течение всего прохода Другой способ устранения негативных последствий традиционного точения заключается в пониженнии подачи при врезании и уменьшении съема металла.
ProfitTurning ™ разбивает обрабатываемую поверхность на участки и создает скругленную траекторию на входе и выходе из зоны обработки, чтобы контролировать постоянство контакта с обрабатываемой заготовкой . Благодаря плавной подаче и снижению ее скорости усилие резания при входе инструмента значительно уменьшается и поддерживатся на постоянном уровне. Скорость подачи достигает максимума на прямых участках, так называемых, параллельных проходах, при этом поддерживается постоянная величина снимаемого материала, которая уменьшается при выходе из участка обработки.
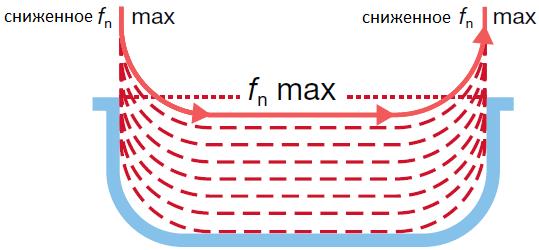
Рис. 2. ProfitTurning ™ разбивает обрабатываемую поверхность на участки и создает скругленную траекторию на входе и выходе зоны обработки, чтобы контролировать постоянство контакта с обрабатываемой заготовкой
Простая обработка небольших, но сложных зон
Не ко всем зонам резания просто и легко добраться, например, к таким, как зона, показанная на рис. 3. К счастью, ProfitTurning ™ – это стратегия резания для любых и даже небольших и неровных зон. Они зачастую определены контуром детали, входом и выходом инструмента и минимальным радиусом трохоиды. Он задается пользователями для ограничения объема трохоидальных движений в небольших углах, куда сложно добраться режущему инструменту. Еще одной проблемой в этих труднодоступных зонах является поддержание постоянства съема металла, так чтобы радиус захода инструмента был не слишком велик. Для того, чтобы справиться с этой проблемой, в ProfitTurning ™ используется полное трохоидальное резание внутри этих небольших зон, пока инструмент не достигнет минимального радиуса трохоиды, определеного пользователем. (рис.4). Таким образом, устанавливается размер зоны в острых углах, не подвергающейся механической обработке, а скорость врезания снижается для поддержания равномерности съема материала.
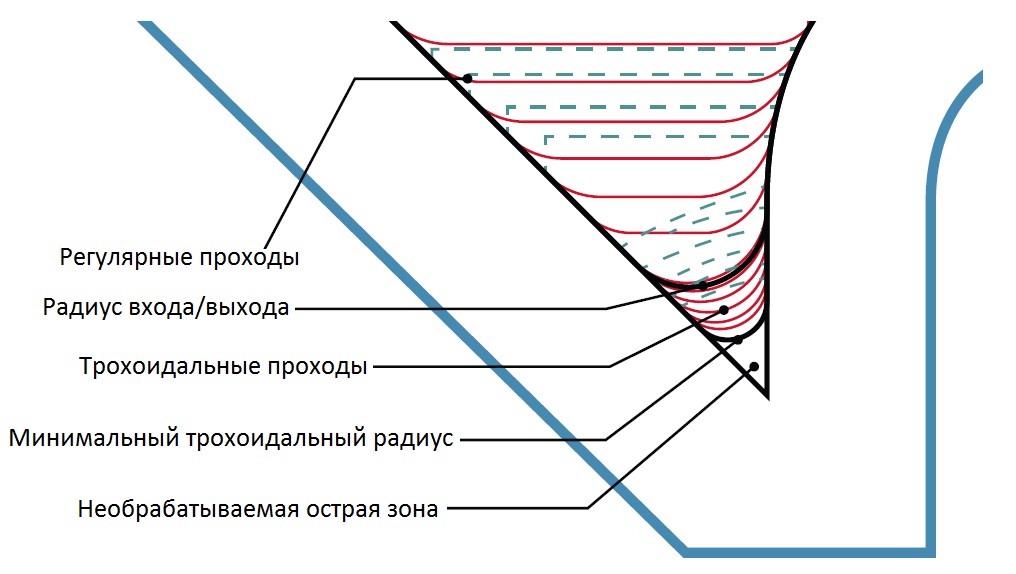
Рис. 3. Глубина реза инструмента ProfitTurning™ в небольших зонах существенно уменьшается
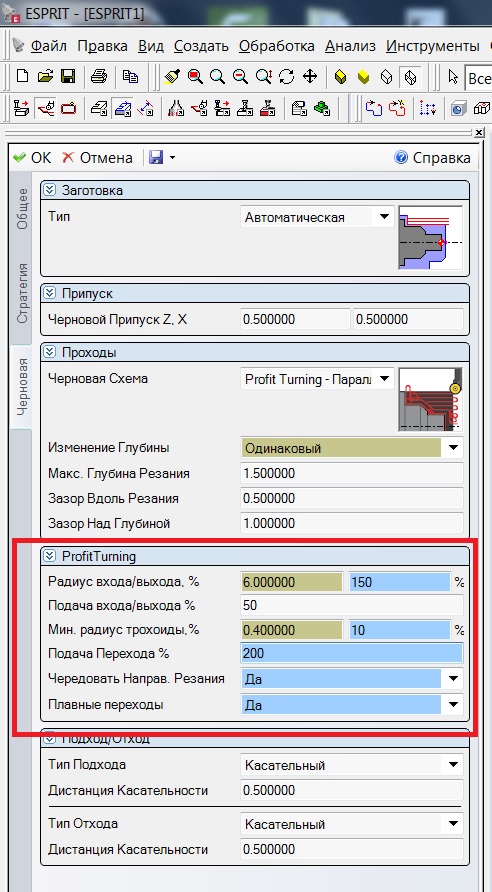
Рис. 4. Параметры, обеспечивающие стратегию ProfitTurning ™
Резание с переменным направлением и плавные переходы
ProfitTurning™ позволяет пользователям изменять направление резания, чтобы избежать обратные перемещения (рис. 5).
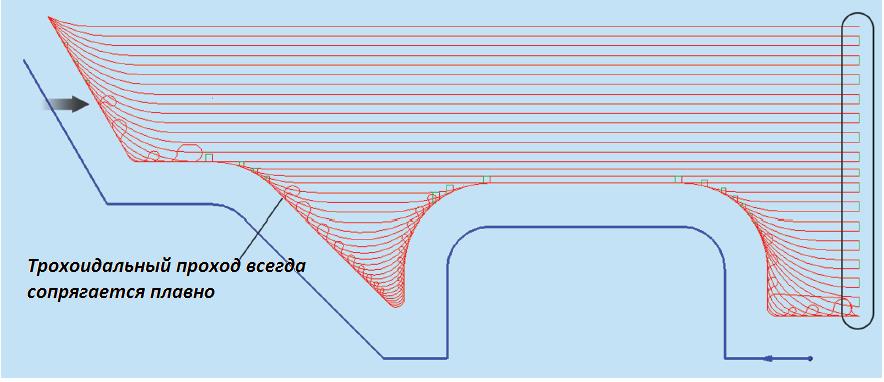
Рис. 5 «Резание с переменным направлением» активировано, а “плавный переход” не активирован
“Плавный переход” заменяет кривые, соединяющие отдельные участки траектории при переменном движении инструмента по гладким дугам. Слишком большие дуги в углах также можно заменить этим сегментом.
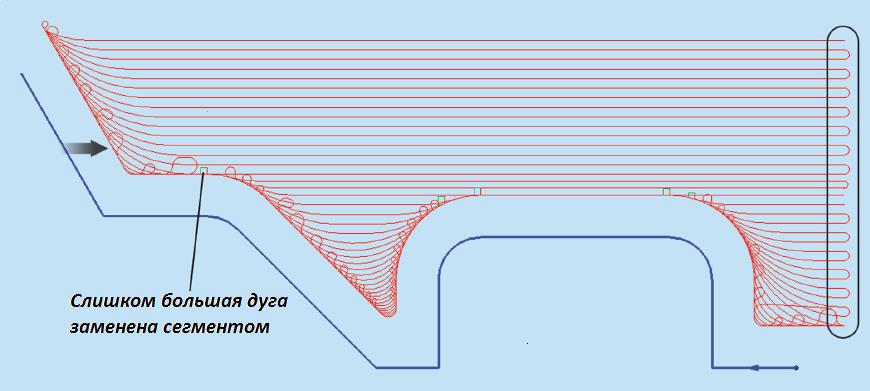
Рис. 6 «Резание с переменным направлением» и “ Плавный переход” активированы.
Преимущества ProfitTurning™
ProfitTurning ™ использует инструмент, оснащенный пластинами круглой формы или инструмент со скругленной режущей частью для проточки канавок. Это позволяет уменьшить толщину стружки. Кроме того, ProfitTurning ™ благодаря круглой форме режущей части инструмента, обеспечивает равномерный съем материала , снижает вибрацию и выравнивает усилие резания, которые могут привести к ухудшению качества обрабатываемой поверхности и повреждению режущего инструмента. Эти возможности ProfitTurning ™ являются идеальными для обработки тонкостенных деталей из твердых материалов и жаропрочных сплавов (см. рис. 7 и рис. 8).
На половине диаметра пластины (рис. 7) скорость подачи на пластине и толщина стружки идентичны . Это похоже на 90-градусный режущий инструмент. Но так как угол подъема режущего инструмента изменяется, а глубина резания уменьшается (рис 8), скорость подачи может быть увеличена для поддержания постоянной толщины стружки. Там, где глубина резания недостаточная, пользователи могут восполнить ее увеличенной скоростью подачи, что приводит к повышению производительности .

Рис. 7. На половине диаметра круглой пластины скорость подачи на пластине равна толщине стружки
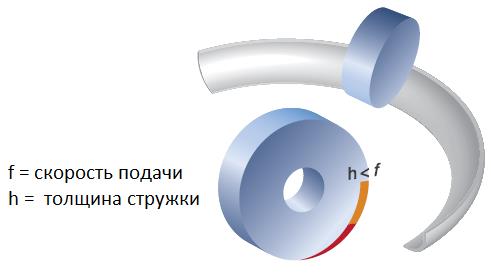
Рис. 8. Так как глубина реза уменьшается, скорость подачи увеличивается
Проверка на практике!
Специалисты ESPRIT в сотрудничестве с партнерами компании провели сравнение методов обработки ProfiTurning ™ и ZigZag — традиционной стратегии токарной обработки. Результаты испытания были успешными, показав сокращение времени цикла на 25% при использовании ProfitTurning ™.
Еще одной целью испытания была оценка срока службы инструмента при использовании ESPRIT ProfitTurning ™ по сравнению с традиционными стратегиями токарной обработки. Для испытания были использованы две детали с одинаковыми характеристиками. Одна деталь была обработана по традиционной методике ZigZag, а другая по стратегии ProfitTurning ™. Во время резания была использована функция адаптивного контроля нагрузки на инструмент для определения мощности шпинделя. Для той и другой стратегии сначала измерили мощность в холостом режиме, а затем – при нагрузке на каждом проходе. Эти данные были затем усреднены, чтобы показать общее значение мощности.
На рис. 9 оранжевая диаграмма отражает постепенное увеличение мощности при обработке каждой последующей канавки по обычной методике ZigZag. (Примечание: по мере износа инструмента, чтобы выполнить резание необходимо увеличивать мощность станка). Эту же обработку выполнили по методике ProfitTurning ™ (диаграмма синего цвета). При сравнении результатов токарной обработки восьми деталей согласно двум стратегиям установили, что при ProfitTurning ™ износ инструмента составляет 10,26%, в то время как при использовании традиционного метода ZigZag он достигает уже 31,3%. Диаграммы демонстрируют, что по сравнению с традиционным методом ZigZag стратегия ProfitTurning ™ от ESPRIT, позволяет учеличить срок службы инструмента в три раза , благодаря чему приходится реже менять режущие пластины.
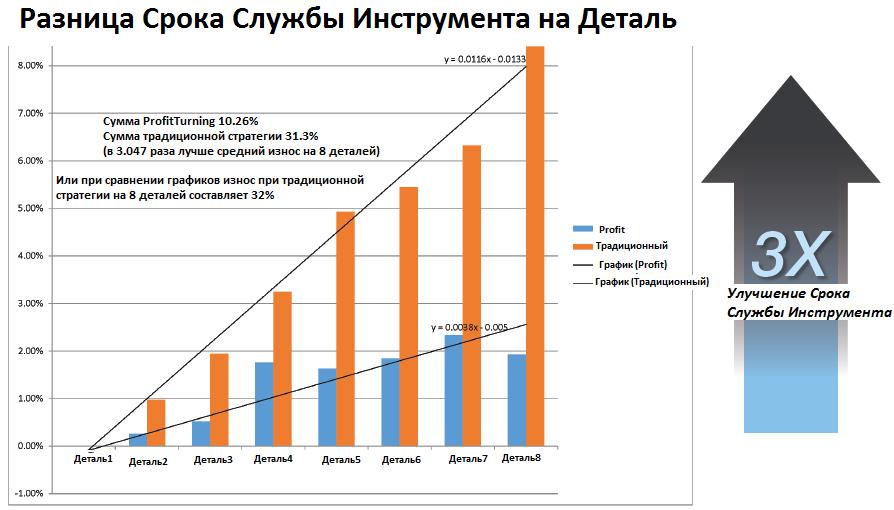
Рис. 9. Сравнение износа инструмента при точении согласно методике ProtTurning™ и традиционном методе ZigZag
Выбор инструмента ProfitTurning™
ProfitTurning ™ для проточки канавок предусматривает использование круглых пластин или цельнометаллического инструмента с режушей частью, выполненой по радиусу. При этом весь периметр режущей кромки может участвовать в точении, а направление траектории движения можно изменять, чтобы максимально использовать инструмент , повысить его эффективность, и продлить срок службы. Кроме того, круглые пластины могут также использоваться для обработки с боковой нагрузкой, в отличии от обычных квадратных пластин. Кроме того, круглые пластины хороши для обработки очень твердых материалов таких, например, как жаропрочные сплавы.
Стойкость, также является характеристикой, принимаемой во внимание при сравнении круглых и квадратных пластин. Круглые пластины прочнее, они менее склонны к вибрациям во время обработки, что обеспечивает более высокую производительность.
Преимущества круглых вставок:
- весь периметр пластины может быть использован при обработке;
- направление резания можно чередовать;
- эффективный контроль за постоянством толщины стружки, благодаря скруглению траектории входа/выхода;
- более прочная режущая кромка для твердых материалов;
- более высокие скорости подачи;
- обработка при боковой нагрузке.
Применение ProfitTurning™
На рис. 10 показан пример применения ProfitTurning ™ при проточке глубоких канавок и контурной обработке, где требуется длинный тонкий инструмент. Они выполняются в деталях из твердых материалов или после сварки. При проточке канавок, как правило, возникает вибрация . Использование ProfitTurning ™ позволяет оптимизировать технологию обработки с максимальной жесткостью и минимальной вибрацией для увеличения производительности.
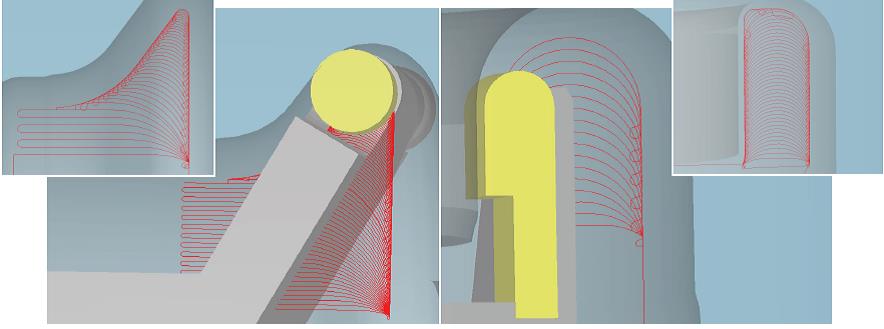
Рис. 10. Пример применения ProtTurning™ – точение глубоких канавок
Примеры применения ProfitTurning ™ показаны на рис. 11.

Рис. 11. Примеры испльзования стратегии ProtTurning™
Заключение
Стратегия токарной обработки ProfitTurning ™ от ESPRIT характеризуется постоянной толщиной стружки и стабильным усилием резания, что позволяет значительно увеличить скорость токарной обработки. Благодаря использованию круглых пластин, инструмент движется по траектории согласно стратегии ProfitTurning ™ с меньшей вибрацией и остаточными напряжениями, что делает данный метод предпочтительным для обработки деталей с тонкими стенками из твердых материалов, таких как жаропрочные сплавы. ProfitTurning ™ – это инновационная стратегия для оптимальной токарной обработки, которая позволяет существенно сократить время цикла, затраты на единицу продукции, и повысить производительность.
Пример использования технологии ProfitTurning ™ можно посмотреть по ссылке www.youtube.com/watch?v=GP4ft3rjqcw
Подробнее об ESPRIT
ESPRIT является мировым лидером в области программного обеспечения высокопроизводительных систем автоматизированного производства (CAM). ESPRIT — это высокопроизводительная и полнофункциональная система автоматизации подготовки управляющих программ для широкого спектра оборудования с ЧПУ.
ESPRIT работает с любыми станками и предназначен для автоматизации следующих видов обработки:
- 2-5-осевое фрезерование;
- 2-22-осевое точение (в том числе на автоматах продольного точения);
- 2-5-осевая электроэрозия (включая технологии, сертифицированные производителями оборудования Sodick, Mitsubishi, ONA и др.);
- токарно-фрезерная обработка (оси C, Y, B) с синхронизацией;
- высокоскоростная обработка (HSM) для 3- и 5-осевых станков.
Поставку, настройку и сопровождение продукта на территории Украины обеспечивает компания “ТВИСТ ИНЖИНИРИНГ”
ООО «ТВИСТ ИНЖИНИРИНГ» 49051, г. Днепр, ул. Каштановая , 4б тел: 056 794-32-83, еmail: common@twist.dp.ua