Програмування обробки на верстатах з ЧПК У CAM-СИСТЕМІ ESPRIT
Сучасне машинобудівне виробництво висуває підвищені вимоги до якості підготовки керуючих програм, стабільності технологічних процесів та ефективного використання обладнання. CAM-система ESPRIT призначена для розробки керуючих програм для верстатів з числовим програмним управлінням та забезпечує формування коректного, технологічно вивіреного G‑коду з урахуванням кінематики конкретного обладнання.

Система підтримує програмування широкого спектра верстатів: фрезерних (у тому числі 3–5‑осьових), токарних, токарно-фрезерних, багатоцільових і багатоосьових обробних центрів,
включно з горизонтальним, вертикальним і портальним компонуванням.
Постпроцесування виконується з урахуванням особливостей стійок ЧПК і реальної конфігурації верстата, що підви щує достовірність керуючої програми та знижує ризики під час впровадження у виробництво.
ESPRIT застосовується в одиничному, дрібносерійному та серійному виробництві, у тому числі при виготовленні високоточних і технологічно складних деталей.
Система забезпечуєінтеграцію фрезерних, токарних, свердлильних, різьбонарізних і вимірювальних циклів у рамках
єдиної керуючої програми, що дозволяє реалізовувати принципи повної обробки за одну установку (one-setup machining), скорочувати допоміжний час і підвищувати коефіцієнт використання обладнання.
Використання цифрової моделі верстата та інструменту, контроль траєкторій і перевірка на зіткнення сприяють підвищенню технологіч ної надійності процесу та досягненню необхідних показників точності та шорсткості обробленої поверхні.
НАСКРІЗНИЙ ЦИФРОВИЙ ПРОЦЕС: ВІД CAD-МОДЕЛІ ДО КЕРУЮЧОЇ ПРОГРАМИ
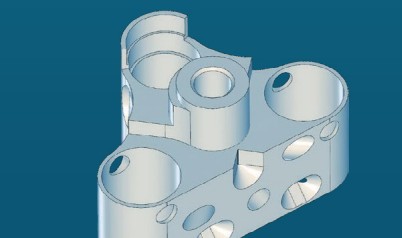
CAM-система ESPRIT реалізує наскрізний цифровий процес підготовки виробництва — від імпорту конструкторської 3D-моделі до формування оптимізованої керуючої програми (G‑коду).
Підтримується робота з поширеними CAD-форматами, включно з нативними даними провідних систем автоматизованого проєктування, що забезпечує інтеграцію в єдине PLM/CAD/CAM-середовище підприємства.
При імпорті моделі обробляються не лише геометричні дані, а й дерево конструкторських ознак (Feature Tree, FX), і навіть виробнича інформація (PMI), включно з допусками, шорсткістю та технологічними вимогами.
Це дозволяє технологу‑програмісту формувати стратегію обробки на основі повної цифрової моделі виробу без потреби звернення до додаткової паперової документації.
На виході система формує керуючу програму, адаптовану до конкретної конфігурації верстата та стійки ЧПК, з можливістю використання підпрограм, макроциклів та генерації супровідної технологічної документації для виробничого підрозділу

БАГАТОДЕТАЛЬНА ТА БАГАТОСТОРОННЯ ОБРОБКА
Система підтримує програмування обробки
кількох деталей в одному пристрої, а також багатосторонню обробку однієї деталі при різних схемах базування.
Функціонал Part View дозволяє структурувати технологічний маршрут і аналізувати послідовність операцій, тоді як Machine View забезпечує візуалізацію обробки в контексті кінематики конкретного верстата.
Технологія Modeless Programming™ забезпечує
поєднання фрезерних, токарних і вимірювальних операцій у рамках єдиного проєкту без жорсткої прив’язки до типу обладнання.
У разі зміни схеми налагодження кількості одночасно оброблюваних деталей або вибору альтернативного верстата система автоматично адаптує керуючу програму з урахуванням нових виробничих умов.
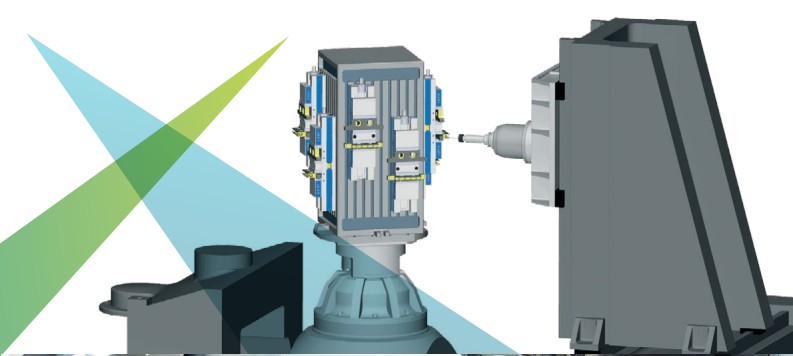
ЦИФРОВИЙ ДВІЙНИК ВЕРСТАТА
В основі технологічної достовірності лежить використання цифрового двійника верстата, що включає:
- параметричну модель обладнання;
- інструментальні зборки та оснащення;
- кінематичні обмеження та робочі зони;
- реальну кінематику лінійних та обертальних осей верстата.
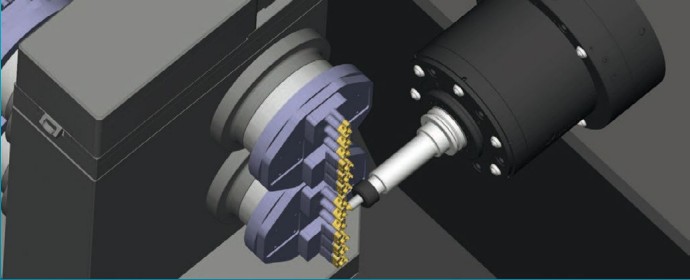
Віртуальне середовище відтворює умови цеху з високим ступенем точності, що дозволяє виконувати повноцінну симуляцію обробки, автоматичну генерацію безпечних переміщень, контроль зіткнень і верифікацію керуючої програми до її передачі на верстат. Враховуються обмеження переміщень уздовж осей, конфігу рація пристроїв, рухомі елементи оснащеннята зміни установок у процесі обробки.
ОПТИМІЗАЦІЯ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ
Система забезпечує оптимізацію структури кеуючої програми з метою скорочення машинного часу та підвищення коефіцієнта використання обладнання.
Алгоритми планування мінімізують:
- кількість змін інструменту;
- надлишкові холості переміщення;
- неоптимальні повороти осей;
- зайві переустановки заготовки.
При формуванні послідовності операцій вра ховуються технологічні залежності (чорнова, напівчистова та чистова обробка), вимоги до точності та якості поверхні, а також особливості конструкції деталі.
Система автоматично визначає необхідність зміни установки, перевороту або передачі заготовки (для токарно-фрезерних центрів) та консолідує використання ідентичних інструментів та операцій під час обробки кількох деталей.
РОБОЧІ ЗМІЩЕННЯ ТА АВТОМАТИЧНА ГЕНЕРАЦІЯ ПЕРЕХОДІВ
Підтримується розширений функціонал управління робочими зміщеннями (Work Offsets), що особливо важливо під час багатодетальної обробки, застосування складного оснащення та реалізації 4‑ та 5‑осьових стратегій. Після завдання базової схеми зміщення автоматично застосовуються до відповідних операцій, коректно відображаються в процесі симуляції, перевіряються при верифікації та транслюються в керуючу програму. Інтелектуальний генератор переходів формує безпечні траєкторії з урахуванням:
- геометрії пристроїв та інструментальних зборок;
- поточного положення та обмежень 4‑ї та 5‑ї осей;
- необхідних технологічних зазорів для переміщень між операціями;
- габаритів деталі та робочого об’єму верстата.
Це дозволяє ефективно програмувати обробку великогабаритних та складнопрофільних деталей навіть за обмежених переміщень осей, знижує трудомісткість підготовки УП і сприяє скороченню загального часу виробничого циклу.
ЕФЕКТИВНЕ ПРОГРАМУВАННЯ ВЕРСТАТІВ З ЧПК
Використання цифрового двійника верстата ESPRIT CAM забезпечує повнофункціональну підготовку керуючих програм з урахуванням реальної кінематики обладнання. Віртуальна модель включає геометрію верстата та оснастки, інструментальні зборки, параметри осей, обмеження переміщень, а також емуляцію стійки ЧПК і спеціалізований постпроцесор.
Такий підхід дозволяє виконувати достовірну симуляцію обробки, проводити повну верифікацію
керуючої програми та формувати G‑код, оптимізований під конкретну конфігурацію верстата, без
необхідності подальшого ручного редагування. Це знижує ймовірність помилок під час запуску, скорочує час налагодження та підвищує технологічну надійність процесу.
Система супроводжується кваліфікованою технічною підтримкою та методичним супроводом
упровадження, що сприяє оперативному запуску проєктів, скороченню термінів освоєння обладнання та досягненню максимальної виробничої ефективності.